1、前(qian)言(yan):
通(tong)常(chang)講,壹(yi)個(ge)物(wu)體(ti),在沒有(you)外(wai)力(li)和外(wai)力(li)矩作(zuo)用(yong)、溫(wen)度達到(dao)平(ping)衡(heng)、相變(bian)已(yi)經終(zhong)止的(de)條(tiao)件下,其內部仍(reng)然存在並自身保(bao)持平衡(heng)的(de)應(ying)力(li)叫做(zuo)內應(ying)力(li)。
按照(zhao)德(de)國學(xue)者(zhe)馬(ma)赫(he)勞(lao)赫(he)提(ti)出的分(fen)類(lei)方(fang)法(fa),內應(ying)力(li)分為(wei)三類:
*Ⅰ類(lei)內應(ying)力(li)是(shi)存在於(yu)材(cai)料(liao)的(de)較大(da)區(qu)域(很多晶(jing)粒(li))內,並在整個物(wu)體(ti)各(ge)個截(jie)面(mian)保(bao)持平衡(heng)的(de)內應(ying)力(li)。當壹(yi)個(ge)物(wu)體(ti)的(de)*Ⅰ類(lei)內應(ying)力(li)平衡(heng)和(he)內力(li)矩平(ping)衡(heng)被破壞(huai)時,物(wu)體(ti)會(hui)產生宏觀的尺寸變(bian)化。
*Ⅱ類(lei)內應(ying)力(li)是(shi)存在於(yu)較小範(fan)圍(wei)(壹(yi)個(ge)晶(jing)粒(li)或(huo)晶(jing)粒(li)內部的(de)區(qu)域)的內應(ying)力(li)。
*Ⅲ類內應(ying)力(li)是(shi)存在於(yu)*小範(fan)圍(wei)(幾(ji)個(ge)原(yuan)子間(jian)距(ju))的(de)內應(ying)力(li)。
在工(gong)程(cheng)上通常(chang)所(suo)說(shuo)的(de)殘余應(ying)力(li)就是(shi)*Ⅰ類(lei)內應(ying)力(li)。到目(mu)前為止(zhi),*Ⅰ類內應(ying)力(li)的測(ce)量(liang)技(ji)術(shu)*為(wei)完善,它們對(dui)材(cai)料(liao)性(xing)能(neng)和(he)構件質(zhi)量(liang)的(de)影響也(ye)研究(jiu)得(de)*為(wei)透(tou)徹。
除(chu)了這樣的(de)分(fen)類方(fang)法(fa)以外(wai),工(gong)程(cheng)界也(ye)習慣(guan)於(yu)按(an)產生殘余應(ying)力(li)的工(gong)藝(yi)過(guo)程(cheng)來歸(gui)類(lei)和命(ming)名(ming),例(li)如鑄(zhu)造應(ying)力(li)、焊接(jie)應(ying)力(li)、熱處(chu)理(li)應(ying)力(li)、磨削應(ying)力(li)、噴(pen)丸應(ying)力(li)等等,而且(qie)壹(yi)般指(zhi)的(de)都(dou)是(shi)*Ⅰ類(lei)內應(ying)力(li)。
2、鉆(zuan)盲(mang)孔(kong)法(fa)測(ce)量(liang)殘余應(ying)力(li)的原(yuan)理
目(mu)前在焊接(jie)件和鑄(zhu)件上應(ying)用(yong)的(de)較多(duo)的殘余應(ying)力(li)測量(liang)方(fang)法(fa)是(shi)盲(mang)孔(kong)法(fa),盲(mang)孔(kong)法(fa)就(jiu)是(shi)在工(gong)件上鉆(zuan)壹(yi)小通孔(kong)或不通(tong)孔(kong),使被測(ce)點(dian)的應(ying)力(li)得(de)到(dao)釋放,並由(you)事先(xian)貼(tie)在孔(kong)周位(wei)的應(ying)變(bian)計測得(de)釋放的應(ying)變(bian)量(liang),再根據(ju)彈(dan)性(xing)力(li)學原(yuan)理計(ji)算(suan)出殘余應(ying)力(li)來。鉆(zuan)孔(kong)的直(zhi)徑和(he)深度(du)都(dou)不大(da),是(shi)壹(yi)種(zhong)微創(chuang)檢(jian)測(ce)方(fang)法(fa),不會(hui)影響被測(ce)構(gou)件的正(zheng)常(chang)使用(yong)。並(bing)且(qie)這種(zhong)方(fang)法(fa)具(ju)有較高的精(jing)度,因(yin)此它已(yi)成(cheng)為應(ying)用(yong)比(bi)較廣泛的方(fang)法(fa)。
當(dang)殘余應(ying)力(li)沿厚(hou)度(du)方(fang)向(xiang)的分(fen)布(bu)比較均勻(yun)時,可(ke)采用(yong)壹(yi)次鉆(zuan)孔(kong)法(fa)測(ce)量(liang)殘余應(ying)力(li)的量(liang)值(zhi)。
在有殘余應(ying)力(li)的焊接(jie)鋼(gang)板上鉆(zuan)壹(yi)小孔(kong),因(yin)小孔(kong)附近的(de)殘余應(ying)力(li)被釋放,孔(kong)區(qu)附(fu)近的(de)殘余應(ying)力(li)場發(fa)生變(bian)化。只(zhi)要測出該局(ju)部區(qu)域的應(ying)變(bian)變(bian)化量(liang),即(ji)可(ke)計算(suan)出板上鉆(zuan)孔(kong)處(chu)釋放前的(de)殘余應(ying)力(li)值σ1 、σ2:
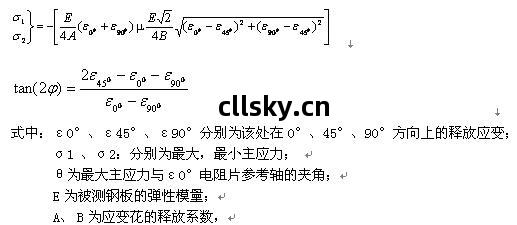
TJ120-1.5-φ1.5應(ying)變(bian)花(hua)在普通(tong)鋼材(cai)上的釋放系(xi)數(shu),為(wei):
A=-0.0725±10%(2 倍(bei)標準(zhun)差(cha))
B=-0.15140±6%(2 倍(bei)標準(zhun)差(cha))
需要(yao)說(shuo)明的是(shi),釋放系(xi)數(shu)A、B與(yu)應(ying)變(bian)花(hua)的幾(ji)何(he)尺(chi)寸(cun)、孔(kong)徑、孔(kong)深及(ji)材(cai)料(liao)的(de)彈(dan)性(xing)模(mo)量(liang)E及(ji)泊(bo)松(song)比(bi)µ有(you)關,應(ying)用(yong)時(shi)須(xu)對(dui)每(mei)種(zhong)被測(ce)材(cai)料(liao)進行標定(ding),A、B系(xi)數(shu)不能(neng)通(tong)用(yong)
被測(ce)點(dian)鉆(zuan)壹(yi)小孔(kong)只能(neng)使殘余應(ying)力(li)局(ju)部釋放,因(yin)此應(ying)變(bian)計所(suo)測出的釋放應(ying)變(bian)值很小,須(xu)采用(yong)高精(jing)度的應(ying)變(bian)計。為了不斷(duan)提(ti)高測量(liang)精(jing)度,還須(xu)十分(fen)註意產生誤差(cha)的各(ge)種(zhong)因(yin)素,其(qi)中(zhong)*主要(yao)的是(shi)鉆(zuan)孔(kong)設(she)備(bei)的(de)精(jing)度和鉆(zuan)孔(kong)技術(shu),還有(you)應(ying)變(bian)測試誤差(cha)。壹(yi)般來說(shuo)鉆(zuan)孔(kong)深度(du) h≥2a 即(ji)可(ke)。
3、殘余應(ying)力(li)檢(jian)測(ce)儀(yi)器(qi)
殘余應(ying)力(li)檢(jian)測(ce)儀(yi)器(qi)的實(shi)質(zhi)是(shi)電(dian)阻(zu)應(ying)變(bian)儀(yi)。殘余應(ying)力(li)檢(jian)測(ce)儀(yi)是(shi)利(li)用(yong)應(ying)變(bian)片(pian)直(zhi)接(jie)測(ce)量(liang)殘余應(ying)力(li)的專(zhuan)用(yong)儀(yi)器(qi),在科研和工(gong)業(ye)生產中常(chang)常(chang)需要(yao)研究(jiu)機械(xie)設(she)備(bei)構(gou)件或組件應(ying)力(li)的狀(zhuang)況,測量(liang)構(gou)件形(xing)變(bian)時應(ying)變(bian)力(li),如高壓容(rong)器(高壓氣(qi)瓶(ping)、高壓鍋爐(lu)),生產過程(cheng)中須(xu)采用(yong)應(ying)變(bian)測量(liang)方(fang)法(fa)檢(jian)測(ce)耐壓和變(bian)形(xing)時壓(ya)力(li);火炮生產需了解(jie)火炮發射(she)時(shi)炮管(guan)形(xing)變(bian),飛(fei)機導(dao)彈研制時(shi)要(yao)在特殊的“風(feng)洞(dong)”實(shi)驗(yan)場中模(mo)擬高空狀(zhuang)態(tai)下飛(fei)行時機身(shen)、機翼(yi)等各(ge)部件的形(xing)變(bian)情況;汽車制造需測(ce)試(shi)汽車(che)底盤承(cheng)壓(ya)時(shi)的(de)形(xing)變(bian)。
應(ying)變(bian)儀(yi)原(yuan)理框(kuang)圖
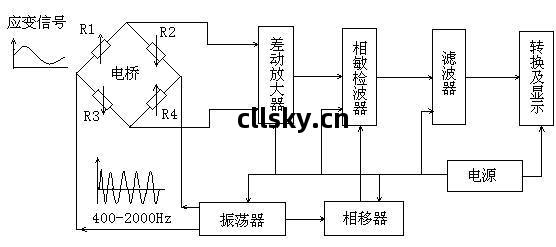
殘余應(ying)力(li)檢(jian)測(ce)儀(yi)是(shi)三(san)路(lu)應(ying)變(bian)測量(liang)電(dian)橋組成(cheng)的,內置高速(su)CPU,對(dui)測量(liang)結(jie)果進行實(shi)時(shi)計算(suan),能(neng)根(gen)據(ju)不同(tong)材(cai)料(liao)輸(shu)入(ru)不同(tong)常(chang)數(shu),直(zhi)接(jie)計(ji)算(suan)和(he)顯(xian)示(shi)殘余應(ying)力(li)大小和角(jiao)度。測(ce)量(liang)的(de)準(zhun)確(que)性(xing)和(he)穩(wen)定(ding)性(xing)取(qu)決於(yu)檢(jian)測(ce)儀(yi)的(de)電橋的精(jing)度,放大器的溫飄(piao),濾(lv)波(bo)器的(de)精(jing)度。
4、應(ying)變(bian)片(pian)溫(wen)度誤差(cha)及補(bu)償(chang)
應(ying)變(bian)片(pian)安(an)裝(zhuang)在自由膨(peng)脹(zhang)的(de)試(shi)件上,如果環(huan)境溫(wen)度(du)變(bian)化,應(ying)變(bian)片(pian)的(de)電阻也(ye)會(hui)變(bian)化,這種(zhong)變(bian)化疊(die)加在測量(liang)結(jie)果中稱應(ying)變(bian)片(pian)溫(wen)度誤差(cha)。

應(ying)變(bian)片(pian)溫(wen)度誤差(cha)來源(yuan)有(you)兩(liang)個(ge):應(ying)變(bian)片(pian)本(ben)身電阻(zu)溫(wen)度(du)系(xi)數(shu)αt影響和試(shi)件材(cai)料(liao)的(de)線(xian)膨(peng)脹(zhang)系(xi)數(shu)βg影響。溫度(du)補(bu)償(chang)方(fang)法(fa):電(dian)橋線路補償、自(zi)補償(chang)、輔(fu)助(zhu)測量(liang)補(bu)償(chang)、熱敏(min)電(dian)阻補償、計(ji)算(suan)機補(bu)償。通(tong)常(chang)采用(yong)線(xian)路補(bu)償(chang):在被測(ce)上安(an)裝(zhuang)壹(yi)個(ge)應(ying)變(bian)片(pian),在另壹(yi)個(ge)與(yu)被測(ce)試(shi)件上安(an)裝(zhuang)壹(yi)個(ge)補(bu)償(chang)片(pian),並(bing)完全(quan)處(chu)於(yu)相同(tong)的(de)溫度(du)場(chang),測量(liang)時(shi)位(wei)於(yu)相鄰(lin)的電橋臂上,溫度變(bian)化時(shi)ΔR1與ΔRB相等變(bian)化,使電(dian)橋輸出U0與溫(wen)度(du)無關。
5、鉆(zuan)孔(kong)設(she)備(bei)及(ji)鉆(zuan)孔(kong)要求(qiu)
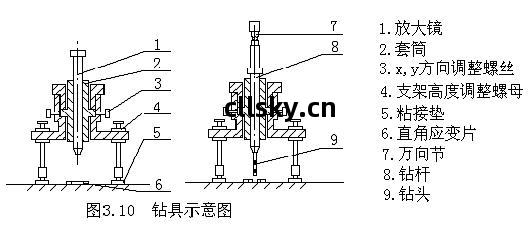
(1).鉆(zuan)孔(kong)設(she)備(bei)的(de)結(jie)構應(ying)該(gai)簡(jian)單,便於(yu)攜(xie)帶(dai),易於(yu)固(gu)定在構件上,同時要求(qiu)對(dui)中方(fang)便(bian),鉆(zuan)孔(kong)深度(du)易於(yu)控(kong)制,並能(neng)適(shi)應(ying)在各(ge)種(zhong)曲(qu)面(mian)上工(gong)作(zuo)。圖3.10為小孔(kong)鉆(zuan)的(de)結(jie)構圖,這種(zhong)鉆(zuan)具(ju)能(neng)較好(hao)地實(shi)現上述要求,借(jie)助(zhu)4個可(ke)調節X、Y方(fang)向(xiang)的位(wei)置和(he)上、下位(wei)置,以保(bao)持鉆(zuan)孔(kong)垂(chui)直(zhi)於(yu)工(gong)件表面,用(yong)萬(wan)向(xiang)節與(yu)可(ke)調速(su)手(shou)電(dian)鉆(zuan)連(lian)接(jie)施(shi)行鉆(zuan)孔(kong)。
(2).鉆(zuan)孔(kong)的技(ji)術要(yao)求:
①被測(ce)表(biao)面的(de)處(chu)理(li)要符(fu)合(he)應(ying)變(bian)測量(liang)的(de)技(ji)術(shu)要(yao)求(qiu),直(zhi)角(jiao)應(ying)變(bian)片(pian)應(ying)用(yong)502膠(jiao)水準(zhun)確(que)地粘貼(tie)在測點(dian)位(wei)置上,並用(yong)膠(jiao)帶(dai)覆(fu)蓋好(hao)絲(si)柵(zha),防(fang)止鐵(tie)屑破壞(huai)絲(si)柵(zha)。
②鉆(zuan)孔(kong)時要(yao)確(que)定(ding)鉆(zuan)桿(gan)與測量(liang)表(biao)面(mian)垂(chui)直(zhi),鉆(zuan)孔(kong)*心(xin)偏差(cha)應(ying)控(kong)制在±0.025 mm以內。
③鉆(zuan)孔(kong)時要(yao)穩(wen),機座(zuo)不能(neng)抖(dou)動(dong)。鉆(zuan)孔(kong)速(su)度要(yao)低(di),鉆(zuan)孔(kong)速(su)度快(kuai)易導(dao)致(zhi)應(ying)變(bian)片(pian)的(de)溫度漂(piao)移(yi),孔(kong)周切(qie)削應(ying)變(bian)*大使測(ce)量(liang)不穩(wen)定(ding)。為消除切(qie)削應(ying)變(bian)的影響,可(ke)先采用(yong)小鉆(zuan)頭(tou)鉆(zuan)孔(kong)然後(hou)再用(yong)銑(xi)刀洗(xi)孔(kong)。
如果無法(fa)使用(yong)小孔(kong)鉆(zuan),可(ke)以使用(yong)噴(pen)沙打孔(kong)法(fa)打壹(yi)盲(mang)孔(kong),噴(pen)沙打孔(kong)的方(fang)法(fa)就(jiu)是(shi)利(li)用(yong)壓(ya)縮(suo)空氣(qi)帶(dai)動(dong)Al2O3或SiO2粉(fen)末(mo),通(tong)過(guo)回(hui)轉(zhuan)的噴(pen)嘴對(dui)準應(ying)變(bian)花(hua)*心(xin)打孔(kong)標誌,噴(pen)吹表面而(er)得(de)壹(yi)盲(mang)孔(kong)。這種(zhong)方(fang)法(fa)實(shi)際上是(shi)壹(yi)種(zhong)磨削過程(cheng),其產生的熱量(liang)由(you)氣(qi)流(liu)冷(leng)卻(que),加(jia)之切(qie)削量(liang)很(hen)小,因(yin)此打孔(kong)時引(yin)起(qi)的(de)附加應(ying)力(li)較小,噴(pen)沙打孔(kong)法(fa)的(de)測(ce)量(liang)精(jing)度較高。





